Warning: The text reproduced here is a copy of information published elsewhere. This information has either:
- been published freely on the internet and has been cached here as a precaution against future loss of servers and links, or
- been published historically and very few copies of the original text are still available for research purposes.
It is recommended that you look at the original source given below first, and use this text only if that source is not available to you. It is not intended that any text cached here infringe the copyright of the original author. If any copyright owner wishes their text removed from this site, this can be done by contacting the author.
Document summary:
- Title: Electromagnetic Pipeline Transport Systems for the Phosphate Industry
- Author: Bruce Montgomery, Stephen Fairfax, Dexter Beals, Magplane Technology, Inc; Bradford Smith, Massachusetts Institute of Technology; John Whitley, IMC-Agrico Company
- Source: http://www.magplane.com/. A more recent version is contained within Capsule Pipeline Transport Using An Electromagnetic Drive.
- Copyright: Magplane Technology
- Date: 2000
Abstract
This paper presents a description and cost model results for a new bulk material pipeline transport system. A demonstration which uses a linear synchronous motor to move vehicles is under construction at the IMC-Agrico Company in Lakeland, FL. The demonstration utilizes 276 m (700 feet) of 610 mm (24 inch) diameter cylindrical cast "waste water" fiberglass tube, and contains a 79 m (200 foot ) long accelerator/decelerator section, a switch, and load and unload stations. The test vehicle traverses back and forth, obtaining a peak speed of 17.9 m/s (40 MPH.) The 2.39 m (6 foot) wheelbase vehicle uses six-wheel assemblies at each end of a rotating hopper, and has a payload capacity of 273 kg (600 pounds.) The vehicle carries an array of neodymium-iron boron permanent magnets which interact with the linear motor mounted on the outside of the tube to provide propulsion, and with external coils to provide an electromagnetic switch function. A preliminary economic model has been built to estimate total system cost and to investigate the trade-off between variables such as annual capacity goals, pipe diameter, vehicle speed, headway and number of coupled cars.
Introduction
Pneumatic capsule pipelines have a long history, and there are several large scale systems in current use. Conventional pneumatic systems use external blowers to move the column of air together with the capsules in the pipe. Full-diameter valves are used to control the injection, removal and subsquent return of capsules. Various practical limits tend to constrain the throughput of these systems and limit their cost effectiveness. We believe that by making use of electromagnetics we can improve on the constraints which limit throughput.
Our interest in capsule pipelines has been driven by the desire of the Florida Phosphate Industry to find a cost effective way to reduce the environmental impact of conventional transportation of their very large quantities of material. They project, for example, as many as 27 million tonnes (30 million tons) per year of finished product flowing out from the Port of Tampa. Trucks carry the bulk of current production, and place a burden on the already stretched feeder and highway infrastructure in the region. A 48 km (30 mile) pipeline from the mining region to the port would be a potential solution, but would need to be sufficiently cost effective relative to more conventional transportation to result in a satisfactory return on capital. Preliminary economic studies have been sufficiently promising to result in a willingness by the phosphate industry to undertake exploratory R&D.
Since beginning our explorations, we have also received expressions of interest from a large mining company interested in transport of ore from deep mines to their surface mills, and from a large cement company interested in a viable alternative for their more difficult long-length conveyor belt applications.
Prototype System Description
A cross section through the pipe containing a typical vehicle is shown in Figure 1, and the vehicle is shown separately in Figure 2. The linear synchronous motor "stator" winding is mounted on the outside of the tube leaving the inside of the tube free of obstructions. The permanent magnet assembly mounted on the vehicle consists of four poles, alternately north and south. A linear synchronous motor concept was chosen over a linear induction motor concept because of it retains reasonable efficiency at large operating gaps. The gap between the magnet face and the effective centerline of the winding is 32 mm (1.25 inches.)
Pipe:
Because the winding is on the exterior of the tube, the tube must be made from a non-conducting material. A cast fiberglass "waste water" pipe product is used for the straight sections, and is supplied in 7.9 m (20 foot) lengths with a 15 mm ( 0.6 inch) wall. The curved sections are also fiberglass, but are built on an interior removable mandrel. The sections are joined by standard sealed couplings. The pipe can be run at ground level, in elevated sections, or underground.
Vehicle:
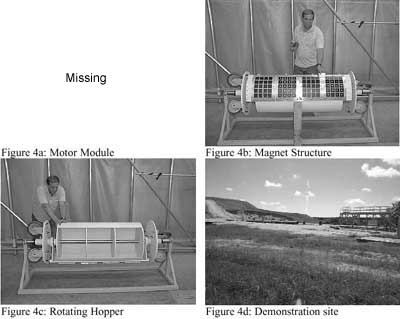
The vehicle consists of a cylindrical open-top hopper 508 mm (20 in) in diameter by 1219 mm (48 in) long, attached to wheel carriers at each end through pivot bearings. This allows the hopper and the wheel assemblies to rotate independently around the pipe line central axis. The wheel carriers each have six wheels spaced at equal 60 degree angles. The wheels are 150 mm (6 in) diameter polyurethane coated standard industrial units with sealed ball-bearings. The overall length of the vehicle is 2.36 m (6 feet.) The magnet assembly occupies a 90 degree by 1219 mm (4 foot) long sector at the bottom of the vehicle, and is hung from the central shaft at each end of the hopper section through bearing mounts, to allow rotation independent of both the hopper and the wheel assemblies. This feature is used in switching and unloading.
The fully loaded capsule weighs 545 kg (1200 pounds), of which 273 kg (600 pounds) is payload. The ratio of payload to overall weight is lower than one might have postulated from conventional capsule systems. This is largely a consquence of the need to carry an on-board magnet system, which weighs 91 kg (200 pounds.) Additional tare weight reductions may be possible as the project moves beyond the prototype stage.
Magnet Assembly:
The magnet assembly consists of an array of individual blocks 5 cm x 5 cm x 1.9 cm deep (2" x 2" x 3/4"), magnetized parallel to the 1.9 cm dimension. They are located on a curved back-iron plate 610 mm by 1220 mm long by 12.7 mm thick (2 feet by 4 feet by 0.5 inches thick) which is hung from the central shaft at each end of the hopper section. The 80 individual magnet blocks are arranged in sets of 28 to form four poles, two north and two south. The poles have a "pole pitch" of 305 mm (12 inches), and a repeat pitch of 610 mm (24 inches.) The magnets blocks are magnetized prior to mounting on the back iron.
Linear Synchronous Motor Winding:
The linear motor windings are wound in 7.09 m (18-foot-long) modules and attached to the outside of individual 7.9 m (20-foot-long) pipe sections. Each module is wound from three continuous lengths of #6 copper cable, insulated for 600 volt outdoor service. Each length forms one phase of the three-phase winding, and is wound back and forth 14 times using special tooling. A single phase of the winding (artifically foreshortened) is illustrated in Figure 3. A laminated iron 12.5 mm thick backing is included ouside the winding to double the effective permanent magnet field at the winding, reducing the power requirement by a factor of four.
Power Conversion and Control:
A standard 100 HP commercial four-quadrant motor drive is used to drive the synchronous motor modules. The drives are outfitted with proprietary control systems to enable them to automatically synchronize the LSM, and to interface with the global control system. An output frequency of 30 hz is synchronous with 17.9 m/s (40MPH.) Ten modules in series are required to accelerate a fully loaded vehicle to 17.9 m/s. In cruise sections of the pipe, periodically spaced motor modules are used to re-accelerate the capsules which have been slowed by wheel bearing and air friction. The impact of periodic windings on system operation and economics is discussed in later sections.
In most rotary and linear synchronous motor applications a feed-back loop is required between the position of the "rotor" and the phase of the stator magnetic traveling wave.
In the pipeline capsule "freight" application, however, where the load is insensitive to the jerk which accompanies position hunting, the motor can be operated open-loop without difficulty as long as the phase angle is not advanced beyond a limit. This eliminates the need to continuously sense position of the vehicle. Instead, position and velocity are checked only at the entrance to each motor section as the car passes over a simple magnetic sensor.
A global control system is required to keep the capsules properly spaced. Each time a vehicle passes over a boost winding, the global controller adjusts the speed appropriately. A phase difference is maintained between the capsules assuring that all do not simultaneous pass over boost windings, thus smoothing out the power peaks. Information fed-back from the local drives can also modify the global system; for example, capsules that do not respond in an anticipated manner, and may require maintenance can be flagged.
Load and Unload Stations:
A load station consists of an accumulation hopper feeding a metering device, which in turn dumps on command through a chute into the at-rest hopper section.
The unload station needs to rotate the hopper 180 degrees, and have a clear path for the load to gravity dump. This requires that the magnet assembly be rotated out of the way, and that there be no vehicle support directly below the hopper. A preferred approach is to rotate the magnet assembly 180 degrees before entering the unload station using the same technique used in the switch, and to then use passive iron elements on the top of the tube to provide sufficient upward attractive force to carry the full weight of the loaded vehicle. The lower 180 degrees of the pipe can then be removed without loss of support. The magnet rotation is also used to rotate the load hopper.
Experimental dumps of phosphate rock with varying levels of moisture indicate that a minimum of 1.5 seconds is required to dump the load. To provide a time allowance for positioning the capsule and releasing it, we have set 2 seconds as the minimum time interval allowed for each capsule to spend within the unload station.
Capsules can be operated singly or in coupled sets. Coupling two capsules, for example, increases the launch interval by two, reducing the number of required parallel load and unload stations, but increases the complexity of those stations.
Switch:
Throughput of a given dimension pipeline can be increased as the time interval between capsules (or an articulated set of capsules) is decreased. If the time interval between capsules becomes shorter than the minimum time required in an unload station, parallel unload stations must be added with switches to accomodate the increased throughput.
An external winding interacts with the magnet assembly on the capsule to provide the switch function. A "street Y" switch section in the pipeline is provided. Prior to entering the switch, the rotatable magnet assembly on the vehicle is swung to the horizontal position by an external winding on the pipe, and then held in that orientation by passive iron elements in the wall of the tube. The elements carry through the curved section of switch until the vehicle has safely re-entered the pipeline, at which point the magnet assembly rotates back to the bottom. In the default mode, the capsule travels directly through the straight branch, with any necessary lateral support provided by passive iron elements in that wall.
Demonstration Project:
A demonstration project is under construction to test the feasibility of the system concept and the various components. Two hundred seventy six meters (700 feet) of 610 mm (24 inch) diameter pipeline are being constructed. A vehicle is loaded and accelerated to 17.9 m/s (40 MPH), coasts to a stop in climbing a 24 m (60 foot) elevation hill; re-accelerates to 17.9 m/s (40 MPH) in decending the hill, is decelerated to zero, unloaded, and recycled through the process. The switch is located between the accelerator and the hill.
Preliminary systems integration tests were completed in March, 1999. Two motor modules were used to cycle a vehicle between the ends of an 80 foot pipeline section at a vehicle speed of 2.7 m/s (6 MPH.) A separate wheel test ran fully loaded wheels at 17.9 m/s (40 MPH) for 300 hours without noticeable wear.
The field installation began in July, 1999, and site integration tests will begin in September. The present phase of testing is scheduled to be complete in February, 2000. Photographs of several components are shown in Figure 4.
Motor Coverage
In a freight transport pipeline there is no need for the capsules to maintain a constant velocity, and therefore no need to cover the entire length of the line with motor windings. Rather the capsules can coast between periodically spaced motor modules which boost the speed lost to wheel friction and moving air in the pipe. As noted in the economic studies, the fraction of the pipeline occupied by motor windings has a significant impact on the overall system capital cost.
The fraction of motor coverage required is a function of the allowed loss of speed between motors, the capability of the motors, the pipeline and capsule characteristics and the velocity and spacing between capsules. For the prototype 610 mm (24 inch) pipeline and 545 kg (1200 pound) loaded capsule, the minimum percent coverage required on flat ground is 5% if vehicles are traveling at 1 second intervals and are permitted to lose 10% of their 17.9 m/s (40 MPH) speed before re-acceleration. Since two 7.9 m (20-foot ) motor modules are sufficient to re-establish the velocity of a passing capsule, 5% coverage represents a pair of modules every 281 m (712 feet.)
The individual capsule speed loss resulting from moving air in the pipeline, depends on how much air is being moved by each capsule, which inturn depends on the time interval between capsules. If the interval in the above example is lengthened from 1 to 3 seconds, each capsule must move 3 times as much air, and will have higher losses. A motor coverage of 8% is required in this case, requiring two motor modules every 175 m (443 feet.) At 3 second intervals, the losses due to moving air are comparable to the wheel friction losses, assuming a coefficient of friction of 0.01 for the wheels.
While limiting motor coverage to small percentages of the total pipeline has a beneficial economic effect, it presents a potential problem of system restart after a loss of power. In the above examples (assuming level ground) the 1 second spaced capsules would coast to a stop in 158 seconds, traveling a distance of 1700 m (4320 feet); at 3 second intervals (with larger losses per capsule) they would coast for 130 seconds, traveling a distance of 1270 m (3224 feet.) With these very small percent coverage of windings, the chance that any significant number of capsules would coast to a stop over a motor segment is very low, and therefore some other strategy for restart is required. The relatively long coast times, however, do allow normal recovery from the most common power failures which are only a few seconds in duration. The capsules would simply coast to a somewhat lower velocity before being automatically re-accelerated when the power was restored.
The restart strategy chosen would depend on an assessment of the expected frequency of long duration power outages. If it were once a year, a slow recovery could be tolerated; for example, motorized "recovery" capsules could clear the pipeline. If the expectation were for much more frequent outages, a more pro-active system would be required. By way of example, a bypass pipe containing an accelerator could be provided every 1300 m (3300 feet.) In the event of a long duration power failure, coasting capsules would be switched into the bypass and held until they could be re-accelerated and re-enter the main pipeline. Addition of a 79 m (200 feet) long accelerator every 1700 m (4400 feet), would add a 5% motor coverage penalty to the capital cost. The coupling of vehicles through the air column in the pipe would be used to advantage during the re-start.
The above discussion is based on a hypothetical level-ground installation. In cases where significant altitude changes must be accomodated, motor coverage would need to be further increased.
Linear Synchronous Motor Performance
The calculated perfomance of a pair of boost modules sufficient to restore a 10 % drop in velocity is given below, and is based on the prototype design. A commercial 100 HP conventional synchronous motor drive unit is sufficent to power a module. The performance of the two motors can be seen to be somewhat different, reflecting the speed dependent characteristics. The efficiency increases with speed, but the increased back EMF developed by the vehicle motion cuts into the maximum voltage limit on the drive, decreasing the current and thrust available.
| Variable | Value | Variable | Value |
|---|---|---|---|
| Velocity in (m/s) | 15.9 | Efficiency (%) | 55 |
| Velocity out (m/s) | 17 | Power factor(%) | 44 |
| Time (s) | 0.26 | Traction power (kW) | 37 |
| Acceleration (m/s^2) | 4.5 | Input power (kW) | 69 |
| Thrust (N) | 2242 | Input power (HP) | 93 |
| Variable | Value | Variable | Value |
|---|---|---|---|
| Velocity in (m/s) | 17 | Efficiency (%) | 58 |
| Velocity out (m/s) | 18 | Power factor(%) | 44 |
| Time (s) | 0.24 | Traction power (kW) | 37 |
| Acceleration (m/s^2) | 4.2 | Input power (kW) | 65 |
| Thrust (N) | 2090 | Input power (HP) | 88 |
When capsules are first introduced into the pipeline they need to be accelerated to their cruise velocity of 17.9 m/s. This requires ten modules in series. At lower speeds, for example, the initial stages of the accelerator section, the speed dependent trends illustrated by the two boost windings are more apparent. At the low speed end, the maximum thrust is limited by the available drive current and by heating in the windings. The thrust that can be provided by the modules at a given speed is related to the cosine of the phase angle between the winding drive and the magnet poles on the capsule; it is maximum when the angle is 90 degrees. If feedback control between the vehicle position and the drive phase is employed, angles approaching 90 degrees can be utilized. If the angle is reduced to 60 degrees, the system will operate stably without feedback control. The thrust at 60 degrees drops to 87 % of the maximum available, but is a reasonable tradeoff against the complexity of a feedback loop requiring continous and accurate position sensing, and the need for on-board transducers.
Economic Studies
Economic studies have been made using a preliminary costing model. The model takes engineering and unit cost inputs and projects capital and operating costs for any prospective system. Major capital cost components include pipeline, vehicles, magnet assemblies, windings and load/unload stations. The elements of operating cost include power, material costs for maintenance (taken as a fixed percentage of capital cost) and labor costs for operating and maintaining the system.
The case studies show that pipeline diameters ranging from 457 to 559 mm (18 to 24 inches) and vehicle speeds of 9 to 18 m/s (20 to 40 MPH) are generally optimum for systems operating in the 4.8 to 48 km (3 to 30 mile), l to 10 Million tons/year (Mt/y) range. Slower speeds are more optimum at short distances where the load/unload station costs are a substantial fraction of the total cost. In nearly all cases, pipeline costs are the largest single component of capital cost, whereas the second-most expensive component depends on the distance and tonnage. The model minimizes total system cost, which is defined here as the sum of the annualized capital cost plus the operating cost. Calculation of the annualized capital cost requires a choice of a minimum attractive rate of return and a time over which the return will be realized. In our studies we have fixed these at 20% and 20 years as illustrative.
Figure 5 presents the total system cost projected by the model for a 30 mile, 10 Mt/y system as a function of the pipeline diameter, at vehicle velocities of 20, 30, 40 and 60 mph. The figure shows that a minimum cost occurs in the vicinity of pipeline diameters of 18 to 26 inches, depending on velocity. Since pipeline costs are a strong function of the pipeline diameter, smaller diameters are desirable; to keep the throughput constant the smaller pipelines require higher speeds. All the constant velocity curves show a minimum point. Pipeline diameters below the minimum require such frequent launches of vehicles that the increasing number and cost of the required parallel load and unload stations and number of vehicles begins to increase the total cost. The system that minimizes total cost operates at 17.9 m/s (40 MPH), with a 559 mm (22-inch) pipeline. At higher speed, for example the 60 MPH curve shown, the increasing power penalty for moving air starts to add significant cost.
The 59 mm (22 inch,) 17.9 m/s (40 MPH) minimum cost case would require a total of 8652 vehicles (half outbound and half returning) and seven parallel load/unload-station branches at each end of the line to handle the 10 Mt/y throughput. The capsules are assumed to be coupled in sets of three. The cost elements at this minimum cost point are summarized in the table below.
| Capital Cost | $M | % |
|---|---|---|
| Pipeline | 18.8 | 30.7 |
| Vehicles | 15.6 | 25.5 |
| Magnet assemblies | 7.8 | 12.7 |
| Motor windings | 7.7 | 12.6 |
| Load/unload stations | 5.5 | 9.0 |
| Power units outbound | 3.3 | 5.4 |
| Power units returning | 1.6 | 2.6 |
| Central control | 0.5 | 0.8 |
| Block control units | 0.4 | 0.7 |
| Total | 61.2 | 100.0 |
| Capital recovery ($/t-mile) | 0.042 | |
| Operating Cost | $M/y | % |
| Power | 3.3 | 49.3 |
| Maintenance | 1.8 | 27.7 |
| Labor | 1.5 | 23.0 |
| Total | 6.7 | 100.0 |
| Operating cost $/ton-mile | 0.022 | |
| Total System Cost ($/t-mile) | 0.064 | |
Shorter haul distance case studies show higher total system costs per ton-mile, for example, rising to 0.10$/t-mile for a 10 Mt/y capacity at an 8 km (5 mile distance.) Shorter haul distances are increasingly dominated by the cost of the load and unload facilities, and minumum costs are achieved by minimizing those facilities, generally by increasing pipeline diameters and reducing speed. Lower capacity systems also have higher costs per ton-mile; for example, costs for a 5 Mt/y system at a distance of 48 km (30 miles) are 0.10$/t-mile.
The economic model uses illustrative unit costs and scaling relationships to establish the sensitivity to variables and to determine what elements are likely to dominate the costs. The estimates for some of the elements, for example the pipeline itself and the power units, can be reasonably estimated from existing data bases. Other elements such as the cost of vehicles, magnet assemblies and motor windings are much more speculative. For these elements, experience in fabrication of the prototype reduced by a factor for volume productions has been used. The reduction factor is only speculative as production engineering studies have not been done.
All examples above assumed a six percent winding coverage of the pipeline. For the 10 Mt/y, 30 mile case, if the coverage were to be increased to 12 percent, the capital cost would increase by 22 percent, increasing the total system cost by 14 percent, from $0.064/ton-mile to $0.073/ton-mile.
Conclusions
Preliminary economic studies have provided sufficient incentive for sponsorship of the demonstration project of a suitable scale to establish the feasibility of the technical approach. A follow-on project will likely be necessary before a viable product can be commercially available. Such a suitable follow-on project might be to replace truck traffic beween near-by processing plants and would serve to fully develop the technology, and establish the economics.
Acknowledgement
The project acknowledges the generous support of the Florida Institute of Phosphate Research, and the IMC-Agrico Company. We also acknowledge the financial support and technical contributions from Argila Enterprises and MTechnology, Inc.
References
Bulk Ore Transport by Linear Synchronous Motor Economic Model, Bradford A. Smith, MIT Plasma Fusion Center, 185 Albany Street, Cambridge, MA 02139; December 7, 1998.